
相控陣檢測攪拌摩擦焊焊縫
背景
攪拌摩擦焊(FSW)技術被開發作為連接金屬(難以實施熔化焊,如鋁合金)的一種技術。獲得的焊縫質量非常高并且材料結構是一致的。然而,焊接過程可能產生小的,致密的缺陷難以被探測。
攪拌摩擦焊焊接過程不像大多數其它方法,它沒有液態焊接熔池。同樣的,在焊縫中潛在缺陷也是大不相同的。存在于這樣焊縫中的典型缺陷是未焊透、縮孔、密集氣孔和未融合。最后的一種缺陷類型是盡管材料已經接觸在一起,但由于一層薄的氧化層存在從而阻止材料融化導致。此外,由于焊接過程中,缺陷可以在任何方向形成。伴隨著這種檢測技術,焊帽可能是非常粗糙的,因此使用標準Rexolite楔塊不是最好的選擇。
攪拌摩擦焊焊接過程不像大多數其它方法,它沒有液態焊接熔池。同樣的,在焊縫中潛在缺陷也是大不相同的。存在于這樣焊縫中的典型缺陷是未焊透、縮孔、密集氣孔和未融合。最后的一種缺陷類型是盡管材料已經接觸在一起,但由于一層薄的氧化層存在從而阻止材料融化導致。此外,由于焊接過程中,缺陷可以在任何方向形成。伴隨著這種檢測技術,焊帽可能是非常粗糙的,因此使用標準Rexolite楔塊不是最好的選擇。
最好的方法是使用水耦合楔塊的超聲波相控陣檢測。由于焊縫形狀,光柵掃查是不實際的,但是對于相控陣,要檢測整個焊縫體積可以通過單次掃查完成。相控陣也允許橫向掃查以探測橫向缺陷。最優化的檢測角度意味著最大的缺陷檢出率。增強相控陣的覆蓋區域可提供精確的缺陷尺寸和位置測量。高速,精確和通用性使得相控陣成為檢測攪拌摩擦焊的理想選擇。
設備
用于檢測的設備如下:
OmniScan SX, MX2 16:64或16:128相控陣單元
10L64-FSW相控陣探頭
常規和橫向水耦合楔塊(SFSW-N45S-WHC和SFSW-L45S-WHC)
翼型掃查器、VersaMouse或mini-wheel編碼器
1個水泵
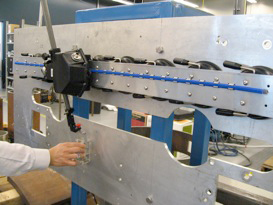 檢測設置
檢測設置
典型的注水楔塊
典型流程
由于缺陷可以處于任何方向,在足夠的信噪比下,單次掃查是不足以探測出所有的缺陷的。因此,焊縫將典型的被檢測與N45S楔塊在90度方向和與L45S楔塊在0度方向。

探頭位置:正常(90度)和橫向(0度)掃查
第一次在90度方向利用45度線性掃查。一個引導裝置可以被用作去保持探頭相對于整個焊縫線的偏移恒定。一個位置編碼器可以被依附在探頭上,以提供一個關于掃查軸的位置信息。在焊縫較薄情況下單次掃查將都能覆蓋焊縫根部和焊冠。對于較厚工件,有必要在不同的偏移位置共進行兩次掃查,以便獲得對于焊縫區域的完整體積覆蓋。
楔塊延遲和材料聲速是被校準過的,以便獲得相關的跳躍重疊指示(在下圖中的B0和T1)。閘門A(紅色)是被用作獲得C掃描。這個閘門位于第一次跳躍(B0)之前,第二次跳躍(T1)之后。
楔塊延遲和材料聲速是被校準過的,以便獲得相關的跳躍重疊指示(在下圖中的B0和T1)。閘門A(紅色)是被用作獲得C掃描。這個閘門位于第一次跳躍(B0)之前,第二次跳躍(T1)之后。
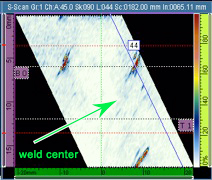
這個S-Scan圖像顯示的凹痕,代表焊縫兩端的根部反射,都出現在第一次跳躍(參考B0)。探頭位置允許完整的焊縫寬度同時被檢測。
然后在橫向(0°)方向重復這個過程。一個相似的引導裝置可以被用作在焊縫中線上居中放置探頭。沿著焊縫牽引探頭可以獲得一個線性掃查。由放置閘門在前壁噪聲和底面大的噪聲波之后產生C掃描。在閘門中根部貫穿表面的裂紋將引起最高的角落反射振幅。在噪聲區域來自焊冠的貫穿裂紋的角落反射回波將產生一個最大的穿過閘門外部的信號。然而,這個缺陷可以由閘門內的尖端衍射回波被繪制。
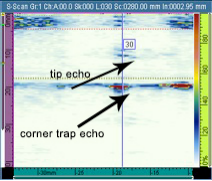
S掃描顯示角落回波和一個在焊縫表面的橫向尖端裂紋回波。紅色閘門(A)起始僅僅在前壁引起的噪聲之后和終點僅僅在來自一次完整跳躍上表面噪聲之后。
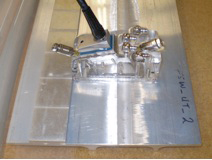
結果
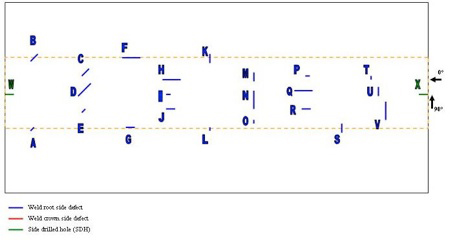
一個參考試塊包含一系列的軸向和橫向刻痕,使用如上的掃描方式顯示如下。作為在如下C掃描中看到的,這兩個檢測方法對于垂直和平行于焊縫所有的刻痕提供清晰的顯示。參考刻痕方向在45°時呈現出更大的挑戰。在這種情況下的探測能力取決于刻痕的深度和長度。為了增強這種缺陷的探測能力,相控陣探頭傾斜放置在正向或負向45度的額外掃描可被執行。這將明顯加強來自45度刻痕的反射振幅。
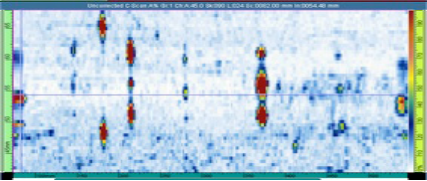 來自正常方向掃查的C掃描圖,顯示平行于焊縫的反射
來自正常方向掃查的C掃描圖,顯示平行于焊縫的反射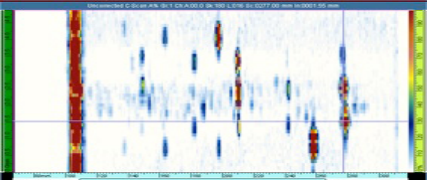
來自橫向掃查C掃描圖,顯示垂直于焊縫的反射
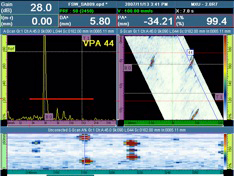
掃查一旦被捕獲后,通過掃查光標選擇一個位置,每個顯示都可以被復查。在那個位置被捕獲的A掃可以被顯示如下。
結論
脈沖回波法檢測攪拌摩擦焊可以探測所有體積的缺陷如裂紋、未焊透和未融合。使用橫向掃查,橫向缺陷也可以被探測。相控陣測試由選擇聚焦和折射角度來提供最優化的檢測優勢,并且在單次掃查中比單晶斜探頭更大的覆蓋范圍可以提供快速的檢測。