
使用雙晶線性陣列(DLA)探頭檢測小直徑奧氏體鋼管
使用雙晶線性陣列(DLA)探頭檢測小直徑奧氏體鋼管

應用:
標準的線性橫波探頭不能對薄壁小直徑奧氏體鋼管道進行檢測。
問題:
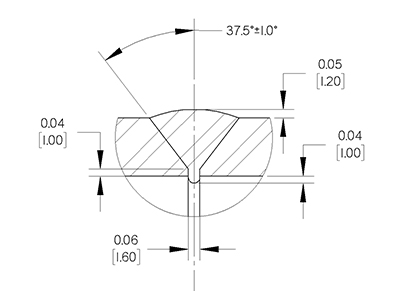
標準的線性橫波探頭不能充分滿足檢測小直徑管道的要求。薄壁小直徑焊接管道的聲學特性,對雙晶線性陣列探頭提出了獨特的要求。為了確保聚焦現象出現在預期的區域,需要為每種直徑使用一個不同的楔塊屋頂角。
解決方案:
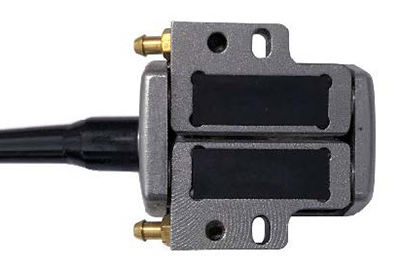
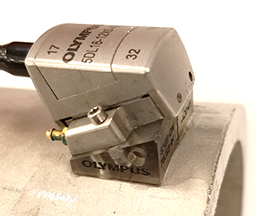
為了滿足獲得不同屋頂角的需要,奧林巴斯創建了一種裝配在一個標準外殼中,且具有多種不同屋頂角的雙晶線性陣列探頭。這種探頭可以與隨COBRA小直徑管道焊縫掃查器附送的套裝中的不同楔塊安裝在一起(這些楔塊可用于檢測外徑從1英寸到4.5英寸的管道),并可與OmniScan SX探傷儀配套使用,完成檢測。這種解決方案可以在噪聲多或衰減性強的材料中檢測到缺陷,而線性橫波探頭則無法做到這點。
| 訂購編號 | 工件編號 | 說明 |
| Q3301132 | 5DL16-12X5-A25-P-2.5-OM | 標準相控陣探頭,5 MHz,16晶片雙陣列,12 × 5毫米總活動孔徑,0.75毫米晶片間距,5毫米晶片高度,A25外殼類型,聲阻抗與Rexolite匹配,PVC護套,帶2.5米長的線纜,1個OmniScan連接器。 |
| Q7201159 | SA25-DN70L-Kit | 1個SA25-DN70L平面楔塊和9個SA25-DN70L曲面楔塊,可以檢測外徑從0.84英寸到4.5英寸的額定尺寸的管道(NPS)。提供IH選項(充水孔和掃查器安裝孔)。適用于A25雙晶陣列探頭。重要事項:使用這種解決方案不能在OmniScan探傷儀中創建用于OmniScan的聚焦法則;這種解決方案的聚焦法則必須要使用NDT SetupBuilder(也可以使用TomoView)創建。這種解決方案在使用COBRA掃查器時,會增加所需的最小空間高度。 |
| U8750063 | COBRA-HALF | 單側COBRA掃查器套裝,用于檢測外徑從0.84英寸到4.5英寸的管道,使用1個帶有充水部件的探頭,及設置模板。帶有1個LEMO連接器的2.5米長編碼器線纜,與OmniScan MX2和OmniScan SX儀器相兼容。未包含的部件:楔塊和探頭。 |
| Q1000036 | OMNISXPA1664PR-A25-SA25 | OmniScan SX和A25 COBRA掃查器DLA優惠套裝。包含OmniScan SX便攜式16:64PR相控陣采集儀器(包含1個常規超聲通道),帶有AC適配器、電池、小型便攜箱、SD卡、USB閃存驅動盤、2個防眩光屏幕保護膜、硬皮《用戶手冊》、包含《OmniScan軟件用戶手冊》在內的USB存儲盤、1年質保。還包含以下項目:裝有OmniPC和NDT SetupBuilder (OMNIPC-A)的OmniPC HASP存儲盤;單側COBRA掃查器套裝,用于檢測外徑從0.84英寸到4.5英寸的管道(COBRA-HALF);5 MHz,16晶片雙晶線性陣列探頭,用于COBRA掃查器的A25外殼(5DL16-12X5-A25- P-2.5-OM);A25系列楔塊套裝,包含1個平面楔塊和9個曲面楔塊(SA25-DN70L-KIT);ES BeamTool版本8的HardLock(HASP存儲盤)套裝,用于PA技術開發(SOFT-ESBEAM8HL)。 |
設置
設置解決方案
- 根據所要檢測的管道外徑,選擇楔塊和法則文件。
- 耦合探頭和楔塊。
- 加載用于特定聚焦深度和外壁直徑的法則文件(隨每個探頭提供一個裝有高級計算器設置和法則文件的USB存儲盤。)
- 設置用于檢測的工件和焊縫參數。
- 使用同一種基本材料校準內壁刻槽和外壁刻槽:
- 手動調整楔塊的延遲值(一般來說,約0.6μs就已經足夠)。
- 使用具有所需的步進偏移的反射體,在OmniScan向導中完成兩點靈敏度校準。
結果應該是在所測焊縫的中線上出現兩個反射體的峰值信號。

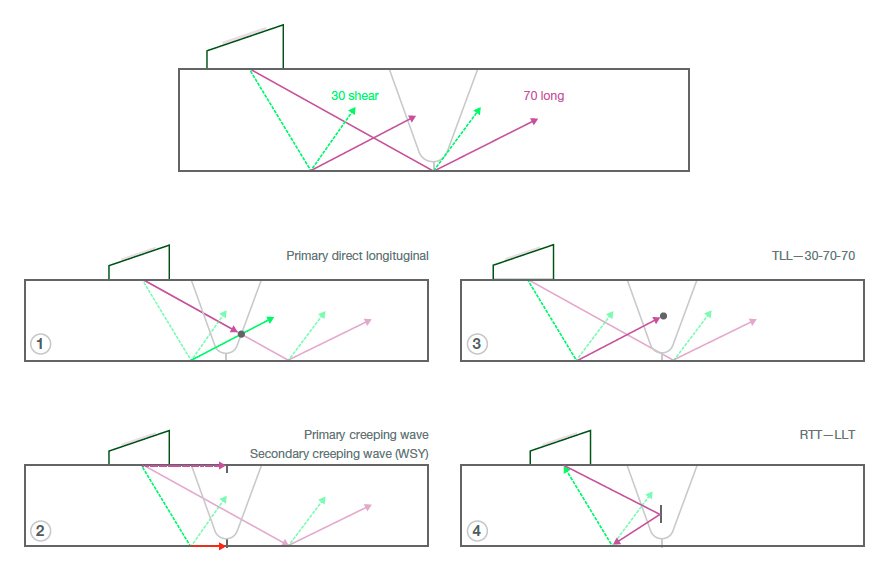
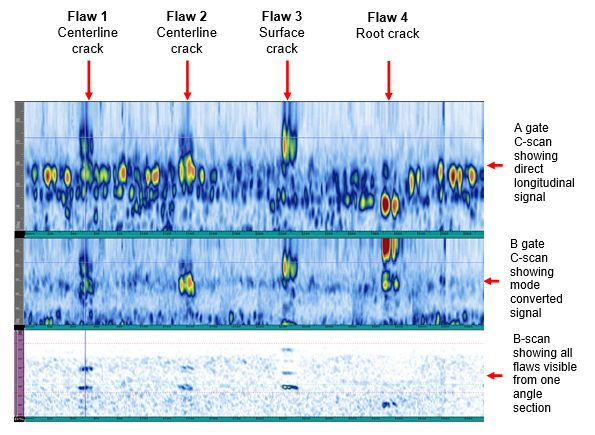
下面的幾個示意圖表明在使用縱波雙晶線性陣列探頭進行檢測時,聲束可能在材料中傳播的路徑。如果正確地設置了閘門,閘門A將顯示圖1與圖2中聲束以縱波壓縮聲速傳播的路徑,并在適當的體積位置上繪制焊縫的疊加圖形。閘門B中會顯示圖3和圖4的情況,至少會包含1個橫波半跨,而且即使這個半跨沒有被正確繪制,對于缺陷探測和長度定量來說,還是很有用處。
結果:
我們使用校準過的設置進行掃查,并記錄下檢測數據。我們發現閘門A記錄了焊縫的幾何形狀,以及來自管道4個缺陷的信號響應。將C掃描改為顯示閘門B后,我們在觀察改變了模式的信號時會發現,可以非常容易地辨別出在掃查軸方向上不同位置的缺陷。
接下來,我們觀察一下A-C-R-S視圖中的每個缺陷。我們可以在這個視圖中看到掃查軸方向上的每個缺陷信號指示、光標所在的A掃描,以及缺陷指示信號被定位*在焊縫中的R/S掃描。我們觀察閘門A中的數據,以核查使用這些數據所繪制的圖像是否正確,同時要記住改變了信號模式后,更多的缺陷指示會出現在視圖中。
*只有在直接縱波穿出了閘門A的閾限時,缺陷指示的位置才會是正確的。
缺陷1是焊縫中線上的裂縫,可以在閘門A和閘門B中探測到這個缺陷。我們可以在正對著焊根圖形上方的焊縫體積中觀察到這個正確繪制的焊縫中線上的裂縫。此外,還有一個在模式轉換后出現的信號,這個信號所在的位置不準確,但是對于缺陷探測以及定量缺陷在掃查軸方向上的長度卻非常有用。
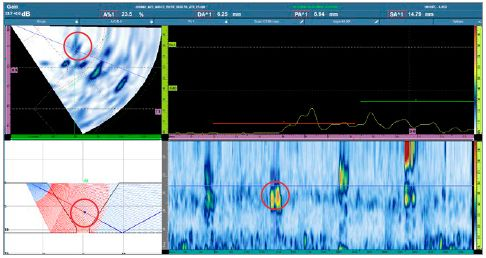
缺陷2是焊縫中線上的另一個裂縫,通過轉換信號的模式,可以清晰地探測到這個缺陷,但是其在直接縱波上的信號卻顯得非常微弱。這里,我們可以看到位于焊縫中心的這個缺陷的波幅顯示為23.5%。

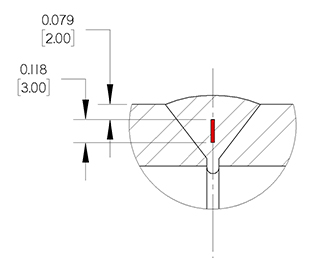
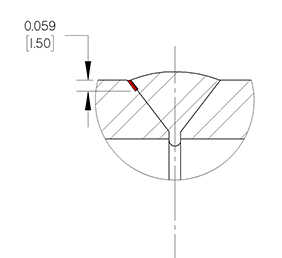
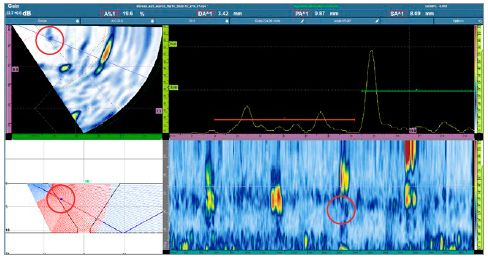
缺陷3是一個沿著焊縫坡口方向伸展的外側疲勞裂縫。缺陷3的指示信號非常清晰地顯示在經過模式轉換的數據圖形中,但是在直接縱波掃描中,其波幅卻只有19.6%。
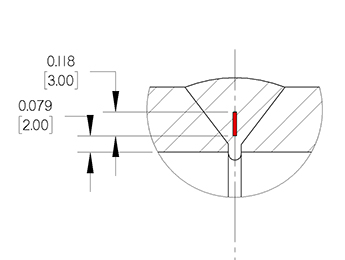
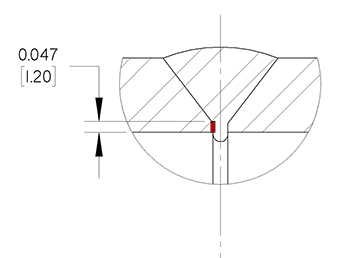
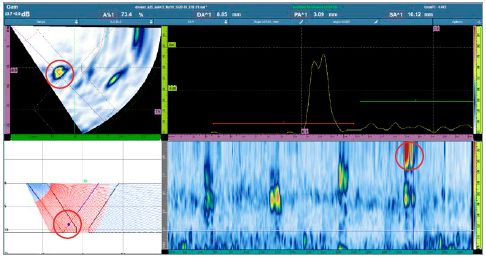
缺陷4是一個沿著焊根方向伸展的內側疲勞裂縫。 這個缺陷正好顯示在縱波信號的第二個半跨上,而且被準確地繪制在焊縫疊加圖形上。
結語
A25雙晶線性探頭可以檢測薄壁小直徑奧氏體管道的焊縫。使用定位閘門顯示所有模式的信號,可以確保有效探測到缺陷,并對缺陷的長度進行準確的定量。要成功完成檢測,深入了解回波的動態變化、雙晶線性信號模式,以及探頭校準等信息,至關重要。